


¿Qué es una superficie de cara de brida?
La superficie de cara de brida es el área donde se instala el elemento de sellado (junta). Los diseños de superficie de cara de brida más comunes son lisos y estriados. Las superficies de brida de cara plana (FF) y superficies de brida de cara elevada (RF) requieren estrías si se construyen según los estándares de la industria.
Liso o Estriado
Las caras de superficie de brida pueden clasificarse como lisas (también llamadas 'planas' o 'simples') o estriadas. Las caras lisas parecen visualmente 'lisas' y no tienen marcas de herramientas visibles. Las caras estriadas tienen alguna forma de marcas de herramientas en la cara de la brida.
Superficies de Cara de Brida
Independientemente de qué superficie de cara de brida se utilice, el ensamblaje de la brida debe ser acoplado y apretado al par de torsión requerido para sellar correctamente.
Las bridas de alta temperatura y alta presión utilizan una superficie de sellado estriada o una junta metálica. Las bridas de baja temperatura y baja presión pueden usar una superficie de cara de brida lisa y juntas blandas.
¿Estás disfrutando de este artículo hasta ahora? Entonces asegúrate de revisar nuestro Curso de Video sobre Fundamentos de Bridas. El curso tiene más de cinco horas de contenido en video, un manual ilustrado a color de 52 páginas (este artículo es un extracto del manual), un cuestionario, y recibirás un certificado de finalización cuando termines el curso. ¡Disfruta!
Acabado de Superficie
El ‘acabado’ de una superficie de cara de brida representa las propiedades finales de la superficie de sellado de una brida. Una cara de brida puede ser lisa o estriada, pero se pueden realizar pasos adicionales de mecanizado para definir aún más el acabado exacto de cada tipo de superficie. Por ejemplo, una superficie de brida puede ser lisa, pero ¿qué tan lisa? Una superficie de brida estriada tiene estrías, pero ¿cuál es la profundidad, número y geometría de estas estrías? Estas propiedades, y el valor de rugosidad aceptable, determinan el acabado de la superficie de una brida.
Acabado de Superficies de Brida Lisas
Las superficies de brida lisas parecen ser planas y sin características cuando se inspeccionan visualmente. Para bridas de cara plana, la superficie de brida lisa se extiende a lo largo de toda la cara de la brida. La lisura de la superficie depende de la cantidad de mecanizado que haya recibido la cara de la brida. Las juntas metálicas/duras deben acoplarse con superficies de acabado liso, de lo contrario será difícil obtener un sello.
Contrario a la creencia popular, una superficie más lisa no significa necesariamente un sello más fácil y confiable. La integridad del sello está determinada por muchos factores, incluyendo -pero no limitado a-:
- Material de sellado de la junta.
- Diseño de la junta.
- Material de construcción de la brida.
- Condiciones de servicio (temperatura, presión, etc.).
- Seguir el procedimiento correcto de atornillado.
Superficies de Brida Estriadas
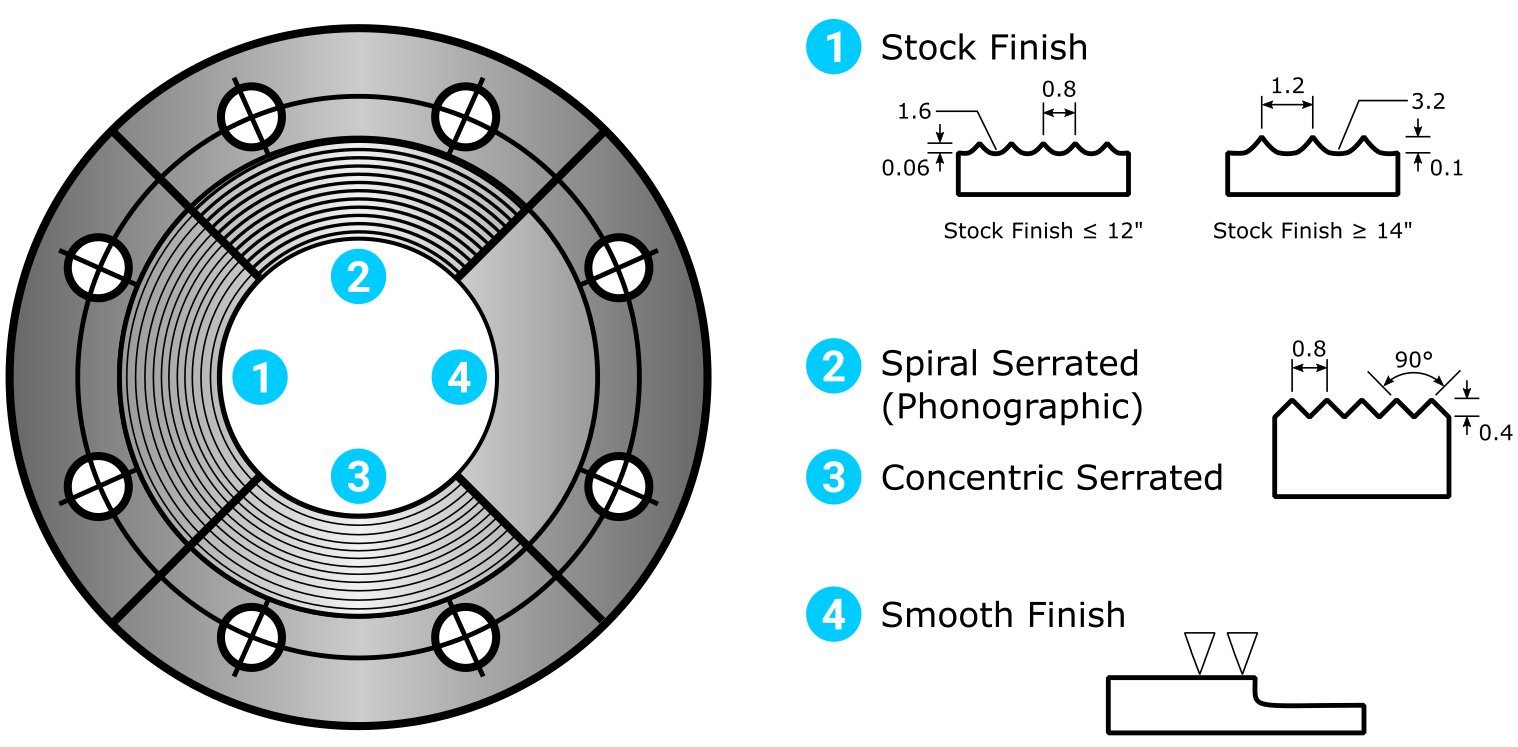
Las superficies de brida estriadas consisten en ranuras circulares concéntricas, o una ranura espiral continua (también conocida como ‘fonográfica’) mecanizada en la superficie de sellado de la brida. Las superficies de brida estriadas utilizan juntas no metálicas (blandas) y semimetálicas.
La imagen a continuación muestra los dos tipos de estrías. La estría espiral en la imagen está exagerada porque a veces es difícil ver la forma espiral en una brida real, debido a la cercanía de las estrías.

Estrías Concéntricas (izquierda) y Espirales (derecha)
La profundidad de cada ranura, número de ranuras por centímetro (o ranuras por pulgada), y la rugosidad de la superficie, están definidas por estándares publicados. Por ejemplo, el estándar ASME B16.5 especifica estrías de 1/64 pulgada (0.4 mm) de profundidad con 32 estrías por pulgada (12.5 estrías por centímetro) para superficies de brida estriadas en espiral y estriadas concéntricas.
Las estrías proporcionan más resistencia al acoplarse con juntas, lo que en última instancia conduce a una menor probabilidad de fugas ya que se reduce la probabilidad de desplazamiento de la junta (des-sellado); esto es cierto incluso cuando se aplica menos presión de sellado (apriete de pernos).
El número de estrías y la profundidad de las estrías determinan cuánta fuerza de compresión se requiere para obtener un sello. Un gran número de estrías poco profundas daría efectivamente una superficie de brida que se asemeja a una superficie de brida lisa. Menos estrías, con ranuras más profundas, tiene el efecto opuesto
Las bridas de cara plana y las bridas de cara elevada generalmente requieren estrías para cumplir con un estándar dado, pero la aplicación de estándares depende de la industria y la aplicación. Algunas industrias no utilizan estándares porque el resultado de una falla de brida tiene poca importancia monetaria, o la falla de la brida no representa preocupaciones de salud y seguridad. Estas industrias típicamente operan sistemas de bajo flujo, baja presión y baja temperatura, que no transportan sustancias nocivas (tóxicas, venenosas, altamente corrosivas, etc.).
Bridas de Ranura Circular Concéntrica
Las superficies de ranura circular concéntrica se caracterizan por estrías circulares que aumentan gradualmente en diámetro a medida que se mueven desde el diámetro interno de la brida hasta el diámetro externo. Las estrías se cortan en la superficie utilizando una herramienta de corte con una punta de herramienta en forma de V de 90° y una profundidad de corte de 0.4 mm; la herramienta de corte le da a la estría su geometría.
.png)
Geometría, Profundidad y Longitud de la Estría
Bridas de Ranura Espiral
Las superficies de ranura espiral pueden clasificarse además como ‘acabado de stock’ o ‘estriado espiral’, pero la diferencia entre los dos es solo la geometría de la estría. Las bridas estriadas en espiral tienen estrías de geometría en forma de V de 90°. Las bridas de acabado de stock tienen una geometría de estría mucho más superficial porque las estrías se hacen con una herramienta de corte de punta redonda.
La superficie de brida más común en uso hoy en día es el tipo de acabado de stock debido a su facilidad de fabricación y adecuación para una amplia gama de aplicaciones.
Las estrías de ranura espiral no se utilizan con sistemas que transportan fluidos de baja viscosidad (baja densidad) porque la probabilidad de fuga es alta. El riesgo de fuga es alto porque el flujo de la junta debe extenderse hasta la base/fondo de la estría, si no lo hace, permitirá que un fluido se filtre a través del canal espiral hasta alcanzar el diámetro externo de la junta, y por lo tanto el entorno circundante.
Rugosidad y Acabado de Superficie
Para que una junta selle correctamente, la cara de sellado de la brida acoplada, y la cara de sellado de la brida compañera, deben tener superficies adecuadas. Las superficies adecuadas se definen por su valor de rugosidad.
El valor de rugosidad de la superficie de una cara de brida define su acabado de superficie.
El acabado de superficie es importante porque no solo debe ayudar a crear un buen sello, sino que también debe ayudar a mantener el sello. Lo hace creando fricción entre la junta y las caras de sellado, lo que consecuentemente ayuda a la junta a mantener su posición de sellado correcta.
Un ‘acabado de agua fría’ es un acabado de superficie muy liso (parece tener casi una propiedad de espejo). Las superficies acabadas en agua fría no suelen estar destinadas a acoplarse con juntas, se acoplan directamente sobre otra superficie acabada en agua fría; este tipo de superficie es costosa y fácilmente dañable.
Promedio de Rugosidad (Ra)
La rugosidad de una cara de brida se mide por el Promedio de Rugosidad (Ra). Las unidades de Ra son micro pulgadas (µin), o micrómetros (µm). La rugosidad se calcula utilizando el Promedio Aritmético de Altura de Rugosidad (AARH), o cálculos de Raíz Cuadrada Media (rms). Tanto AARH como rms producen aproximadamente el mismo resultado, y los dos términos a menudo se usan indistintamente.
Valores de Rugosidad Adecuados
Los estándares de la industria dictan valores de rugosidad adecuados, lo siguiente se toma del estándar ASME B16.5:
|
Tipos de Superficie |
Valor Máximo de Rugosidad |
|
Bridas de junta de anillo (y juntas duras) |
63 µin AARH (1.6 µm AARH) |
|
Juntas enrolladas en espiral. |
125 a 250 µin AARH (3.2 a 6.3 µm AARH) |
|
Juntas blandas. |
250 a 500 µin AARH (6.3 a 12.6 µm AARH) |
|
Lengüeta y ranura, y macho y hembra pequeños |
125 µ.in. o 3.2 µ.m AARH |
Tabla de Juntas Comunes y Valores de Rugosidad Aceptables
Observe que el valor adecuado de rugosidad de la superficie de la brida aumenta a medida que el material de la junta se suaviza. Por lo tanto, se puede derivar que una junta más blanda puede sellar más efectivamente en una superficie rugosa que una junta dura. Esto es lógico porque las juntas más duras requieren más energía de compresión para deformarse y sellar, que las juntas más blandas.
Los valores de rugosidad generalmente se indican en la brida, por ejemplo, un valor de rugosidad abreviado puede indicarse como '125-250 AARH' o '3.2 a 6.3 AARH'.
Tipos de Bridas, Caras y Superficies - ¡Explicado!
Este video es parte de nuestro Curso de Video sobre Fundamentos de Bridas
Recursos Adicionales
http://www.wermac.org/flanges/flanges_raised-face_flat-face_ring-type-joint.html
https://www.kamleshmetal.com/flanges-faces-types.html
https://www.theprocesspiping.com/introduction-to-flanges