

फ्लैंज नट्स और बोल्ट्स
सही फ्लैंज और गैस्केट का चयन करने पर सावधानीपूर्वक ध्यान दिया जाता है, जबकि सही फास्टनर्स का चयन अक्सर उपेक्षित होता है। एक फ्लैंज असेंबली के सभी घटक उपयुक्त होने चाहिए यदि एक लीक मुक्त जोड़ प्राप्त और बनाए रखना है; बोल्ट, स्टड, और नट्स, वे फास्टनर्स हैं जो इसे संभव बनाते हैं। यह खंड बोल्ट्स, स्टड्स, स्क्रू, नट्स, वाशर्स, बोल्टिंग प्रक्रिया, और फ्लैंज के संबंध में उनके महत्व से संबंधित है।
क्या आप इस लेख का आनंद ले रहे हैं? तो सुनिश्चित करें कि आप हमारे फ्लैंज फंडामेंटल्स वीडियो कोर्स को देखें। इस कोर्स में पांच घंटे से अधिक का वीडियो कंटेंट, एक 52 पृष्ठों की रंगीन चित्रित हैंडबुक (यह लेख हैंडबुक का एक अंश है), एक क्विज, और कोर्स पूरा करने पर आपको एक प्रमाणपत्र प्राप्त होगा। आनंद लें!
बोल्टिंग मानदंड
एक दिए गए फ्लैंज के लिए बोल्टिंग मानदंड संबंधित मानक द्वारा निर्धारित किया जाता है। उदाहरण के लिए, एक निश्चित आकार और क्लास का फ्लैंज निम्नलिखित पूर्व-निर्धारित कारक हो सकते हैं:
- आवश्यक बोल्ट्स की संख्या।
- आवश्यक बोल्ट की लंबाई।
- आवश्यक बोल्ट का व्यास।
- आवश्यक बोल्ट का सामग्री।
- फ्लैंज ब्लेड पर बोल्ट्स की स्थिति।
आवश्यक बोल्ट्स की संख्या हमेशा 4 का गुणक होगी जैसे कि 4, 8, 12, 16 आदि। जैसे-जैसे फ्लैंज का आकार और क्लास बढ़ता है, वैसे-वैसे आवश्यक बोल्ट्स की संख्या और उनका व्यास भी बढ़ता है।
बोल्ट्स
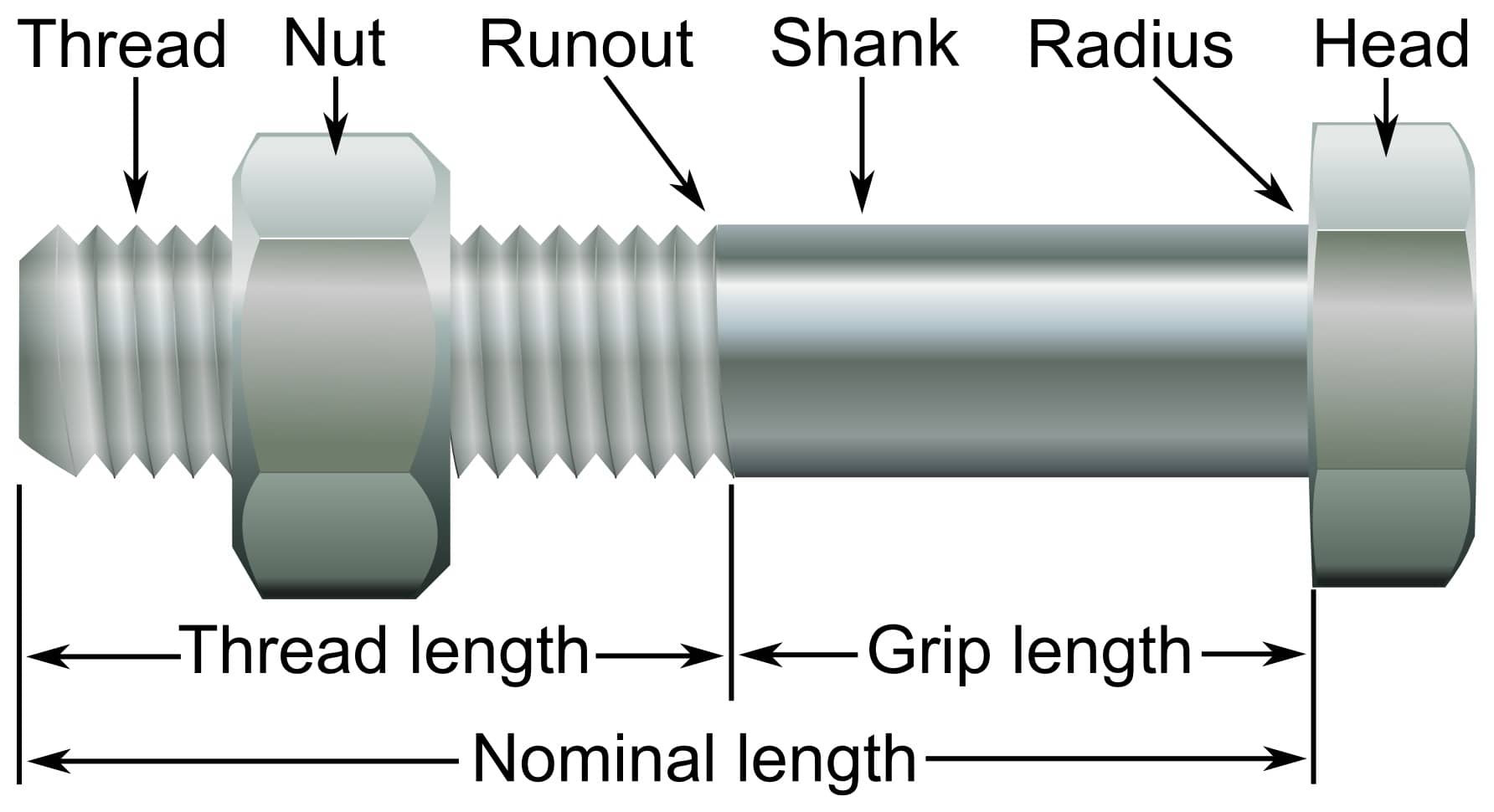
बोल्ट्स में एक सिलिंड्रिकल बॉडी होती है जिसके एक सिरे पर स्क्रू थ्रेड होता है और दूसरे सिरे पर एक हेड होता है; बोल्ट्स में गैर-टैपर्ड शैंक्स होते हैं। बोल्ट्स विभिन्न सामग्रियों से निर्मित हो सकते हैं, लेकिन स्टील इंजीनियरिंग उद्योगों में सबसे आम है। एक बोल्ट का समकक्ष नट होता है, जो इसका महिला फास्टनर बनता है। अन्य सामान्य प्रकार के फास्टनर में स्क्रू (सेट स्क्रू) और स्टड प्रकार शामिल हैं।
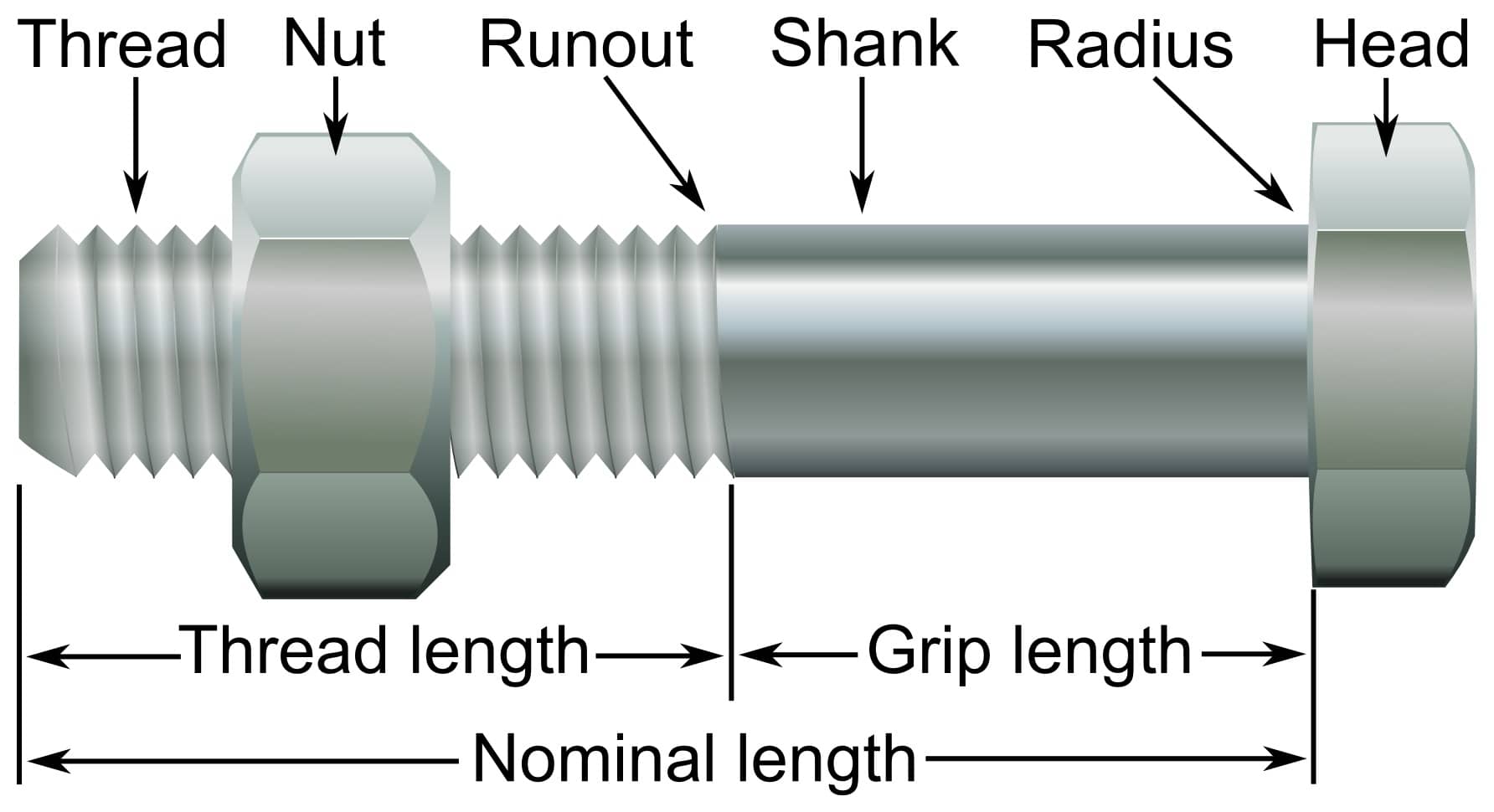
बोल्ट टर्मिनोलॉजी
छह तरफा हेड वाले बोल्ट्स का उपयोग रासायनिक, और तेल और गैस उद्योगों में किया जाता है; इन्हें उनके हेक्सागोनल 6-साइडेड आकार के कारण हेक्स बोल्ट्स या 6-पॉइंट बोल्ट्स कहा जाता है। एक 6-पॉइंट स्पैनर/रिंच का उपयोग एक हेक्स बोल्ट के साथ करने से बोल्ट के विकृत होने की संभावना कम हो जाती है जब टॉर्क लगाया जाता है (जिसे ‘बोल्ट को गोल करना’ कहा जाता है)।
बोल्ट हेड्स में 6 से अधिक साइड्स हो सकते हैं जैसे कि 12-पॉइंट बोल्ट, जो एक स्पैनर को बोल्ट हेड से अधिक कोणों से जोड़ने की अनुमति देता है; यह तब उपयोगी होता है जब एक संकीर्ण क्षेत्र में काम कर रहे होते हैं जहां बोल्ट तक पहुंचना मुश्किल होता है। संपर्क बिंदुओं की संख्या बढ़ाने से बिना बोल्ट हेड को गोल किए अधिक टॉर्क लगाया जा सकता है। 12-पॉइंट बोल्ट्स का अक्सर ऑटोमोटिव उद्योग में उपयोग किया जाता है, विशेष रूप से दहन इंजनों को असेंबल करने के लिए जहां बोल्ट्स तक पहुंचना मुश्किल होता है और उन्हें उच्च टॉर्क पर कसना होता है।
टिप – बोल्ट हेड को गोल करने की संभावना बढ़ जाती है जब बोल्ट पॉइंट संख्या और स्पैनर पॉइंट संख्या के बीच का अंतर बढ़ जाता है। 12-पॉइंट स्पैनर को 6-पॉइंट बोल्ट से जोड़ने से स्पैनर और बोल्ट हेड के बीच संपर्क क्षेत्र कम हो जाता है। इससे बोल्ट हेड के कोनों पर दबाव बढ़ जाता है (दबाव = बल / क्षेत्र) और इस प्रकार बोल्ट हेड के गोल होने की संभावना बढ़ जाती है। जब एक स्पैनर या सॉकेट को एक नट से जोड़ते हैं, तो वही सटीक सिद्धांत लागू होता है।

6-पॉइंट सॉकेट और नट, 12-पॉइंट सॉकेट और 6-पॉइंट नट, 12-पॉइंट सॉकेट और 12-पॉइंट नट
स्क्रू
एक स्क्रू प्रकार का फास्टनर मूल रूप से एक बोल्ट होता है, लेकिन इसमें इसकी पूरी लंबाई के साथ एक स्क्रू थ्रेड होता है; इसमें या तो कोई शैंक नहीं होता है, या एक टैपर्ड शैंक होता है।
स्टड
एक स्टड प्रकार का फास्टनर में एक या दो स्क्रू थ्रेड्स होते हैं और आमतौर पर थ्रेड्स के बीच एक शैंक होता है। एक स्टड के थ्रेड्स को मेल नहीं खाना चाहिए यानी उनके पास अलग ज्यामिति हो सकती है। जब फ्लैंज की बात आती है, तो स्टड्स के दोनों सिरों पर एक ही थ्रेड ज्यामिति होती है और उनके साथ दो नट्स होते हैं; नट्स को कसने से फ्लैंज फेस एक साथ संकुचित होते हैं, जो एक सील बनाता है।
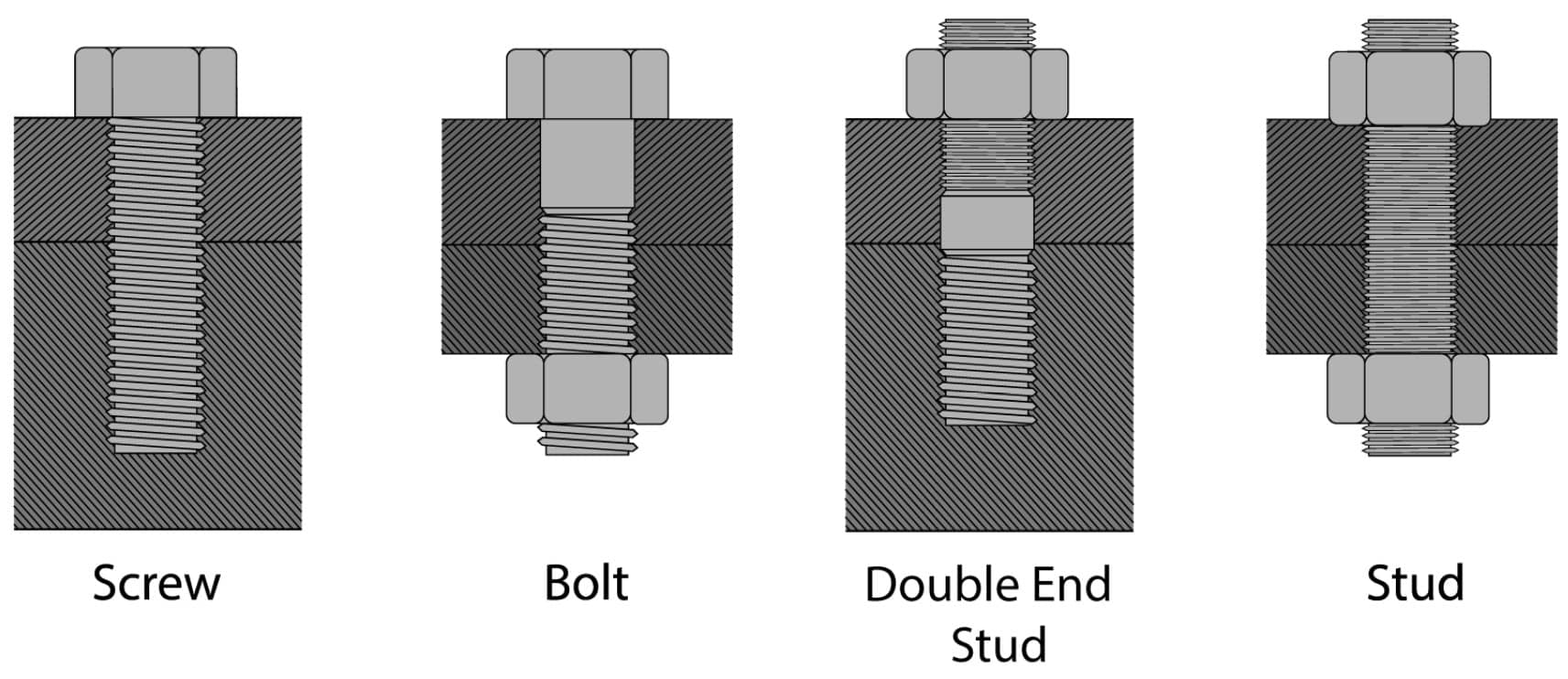
स्क्रू, बोल्ट और स्टड्स
नट्स
नट्स एक थ्रेडेड असेंबली का महिला हिस्सा होते हैं। हेक्स-नट्स के केंद्र अक्ष के माध्यम से एक स्क्रू थ्रेड होता है, वे 6-साइडेड होते हैं, और उनके लोड और गैर-लोड सहन करने वाले फेस होते हैं। गैर-लोड सहन करने वाला फेस में एक 30⁰ चेम्फर होता है और फ्लैंज ब्लेड से दूर होता है। लोड सहन करने वाला फेस में कोई चेम्फर नहीं होता है, फ्लैंज ब्लेड की ओर होता है, और इसे फ्लैंज से वॉशर के माध्यम से अलग किया जाना चाहिए। कुछ नट्स में उनके डिजाइन में एक वॉशर निर्मित होता है और इस प्रकार कोई अतिरिक्त वॉशर की आवश्यकता नहीं होती है। नट्स के लिए सामग्री संबंधित मानकों द्वारा निर्धारित की जाती है; ASTM इन मानकों के प्रदाताओं में से एक है।

हेक्स नट
टिप – पुरुष फास्टनर को पूरी तरह से कसने पर अपने संबंधित नट के माध्यम से कई थ्रेड्स द्वारा बाहर निकलना चाहिए। यदि पुरुष फास्टनर पूरी तरह से नट के माध्यम से नहीं गुजरता है, तो यह अपेक्षा से अधिक तनाव में होगा और विफल हो सकता है। फास्टनर असेंबली के दौरान यह खराब अभ्यास ‘शॉर्ट बोल्टिंग’ के रूप में जाना जाता है, यह कई औद्योगिक संयंत्रों में एक सामान्य विफलता मोड है।
वॉशर्स
वॉशर्स डिस्क आकार की वस्तुएं होती हैं जिनके केंद्र अक्ष के माध्यम से एक छेद होता है; उन्हें फास्टनर्स और फास्टन की जा रही घटक के बीच डाला जाता है। वॉशर्स के तीन मुख्य समूह होते हैं, ये हैं साधारण, स्प्रिंग, और लॉक प्रकार। इन तीन मुख्य समूहों से कई अन्य वॉशर भिन्नताएं आती हैं, हालांकि उनके पास आमतौर पर निम्नलिखित उद्देश्यों में से एक होता है, या उनका संयोजन होता है:
- फास्टनर के लोड को वितरित करना - ताकि बोल्ट हेड के किनारे फास्टन की जा रही वस्तु की सतह में न कटें; यह वॉशर्स का सबसे आम उपयोग है।
- फास्टनर को फास्टन की जा रही वस्तु से विद्युत रूप से अलग करना - गैल्वेनिक जंग को रोकता है।
- फास्टनर पर अवशिष्ट तनाव बनाना - तन्य बल समय के साथ फास्टनर को ढीला होने से रोकता है (अक्सर मशीनरी पर उपयोग किया जाता है जो अत्यधिक कंपन करती है)।
वॉशर्स को -और हैं- अन्य वॉशर्स के साथ संयोजन में उपयोग किया जा सकता है, जैसे कि जब एक साधारण वॉशर को एक स्प्रिंग वॉशर और फास्टन की जा रही वस्तु के बीच रखा जाता है। यह भी संभव है कि एक ही वॉशर दोहरी कार्य करे, जैसे कि जब एक साधारण वॉशर का उपयोग फास्टनर के लोड को वितरित करने और फास्टन की जा रही वस्तु से फास्टनर को विद्युत रूप से अलग करने के लिए किया जाता है। विद्युत रूप से अलग करने के लिए उपयोग किए जाने वाले वॉशर्स आमतौर पर पॉलिमर-आधारित सामग्रियों से निर्मित होते हैं उनके इन्सुलेटिंग गुणों के कारण।
तीन मुख्य वॉशर समूहों में से, साधारण वॉशर्स अब तक के सबसे आम प्रकार के वॉशर हैं।
टिप - साधारण वॉशर्स को ‘फ्लैट’ वॉशर्स के रूप में भी संदर्भित किया जाता है। स्प्रिंग वॉशर्स को ‘बेलविले’ वॉशर्स के रूप में भी संदर्भित किया जाता है। लॉक वॉशर्स को ‘स्टार’ वॉशर्स के रूप में भी संदर्भित किया जाता है।
बोल्टिंग प्रक्रिया
कम दबाव और कम तापमान अनुप्रयोगों के लिए, फ्लैंज आमतौर पर हाथ से रिंच/स्पैनर का उपयोग करके कसे जाते हैं। उच्च दबाव और तापमान के लिए, टॉर्क रिंच का उपयोग किया जा सकता है। टॉर्क रिंच कर्मियों को नट्स को एक विशिष्ट टॉर्क पर कसने की अनुमति देते हैं, और इस प्रकार एक निश्चित सीलिंग दबाव सुनिश्चित करते हैं; एक वैकल्पिक उपकरण एक हाइड्रोलिक टेंशनर (स्टड्स के लिए) है। चाहे जो भी कसने का उपकरण उपयोग किया जाए, फ्लैंज को हमेशा असेंबली के दौरान क्रॉस कसना चाहिए।
फ्लैंज का क्रॉस कसना सुनिश्चित करता है कि फ्लैंज अपने सीलिंग फेस पर समान रूप से लोडेड है। फेस पर असमान लोडिंग एक तिरछा/झुका हुआ फ्लैंज और/या एक पिंच गैस्केट का कारण बन सकती है; इनमें से कोई भी समस्या फ्लैंज के सही तरीके से सील न होने की संभावना को बढ़ा देगी।
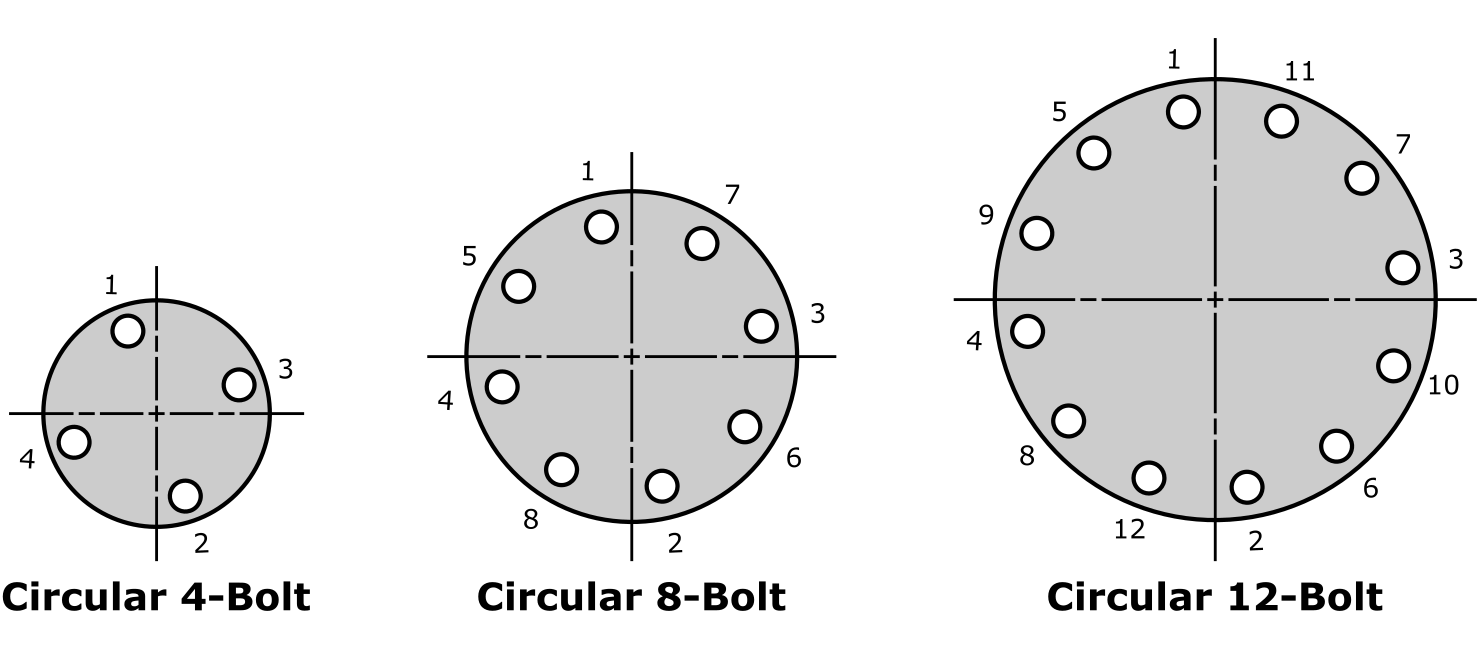
बोल्ट कसने की प्रक्रिया
ऊपर की छवि दिखाती है कि तीन अलग-अलग फ्लैंज आकारों के लिए बोल्ट्स को किस क्रम में कसा जाना चाहिए; इस क्रम को ‘बोल्ट कसने की प्रक्रिया’ कहा जाता है।

कसने की प्रक्रिया इंगित करने के साथ फ्लैंज
संरेखण
स्थापना के दौरान फ्लैंज का सही संरेखण एक विश्वसनीय सील प्राप्त करने के लिए महत्वपूर्ण है। फ्लैंज का गलत संरेखण फ्लैंज फेस पर असमान लोडिंग का कारण बनता है, जो सील प्राप्त करने और बनाए रखने की संभावना को कम करता है। गलत संरेखण फ्लैंज फास्टनर्स पर असमान लोडिंग का भी कारण बनता है, जो सबसे अधिक तनावग्रस्त फास्टनर के विफल होने की संभावना को बढ़ाता है।
गलत संरेखण को फ्लैंज ब्लेड्स के सापेक्ष गलत संरेखण की दिशा के आधार पर समानांतर या कोणीय के रूप में वर्गीकृत किया जाता है। ASME PCC-1 जैसे मानक बोल्टिंग असेंबली प्रक्रियाओं और गलत संरेखण को समाप्त करने के लिए शामिल जांच के बारे में मार्गदर्शन देते हैं।
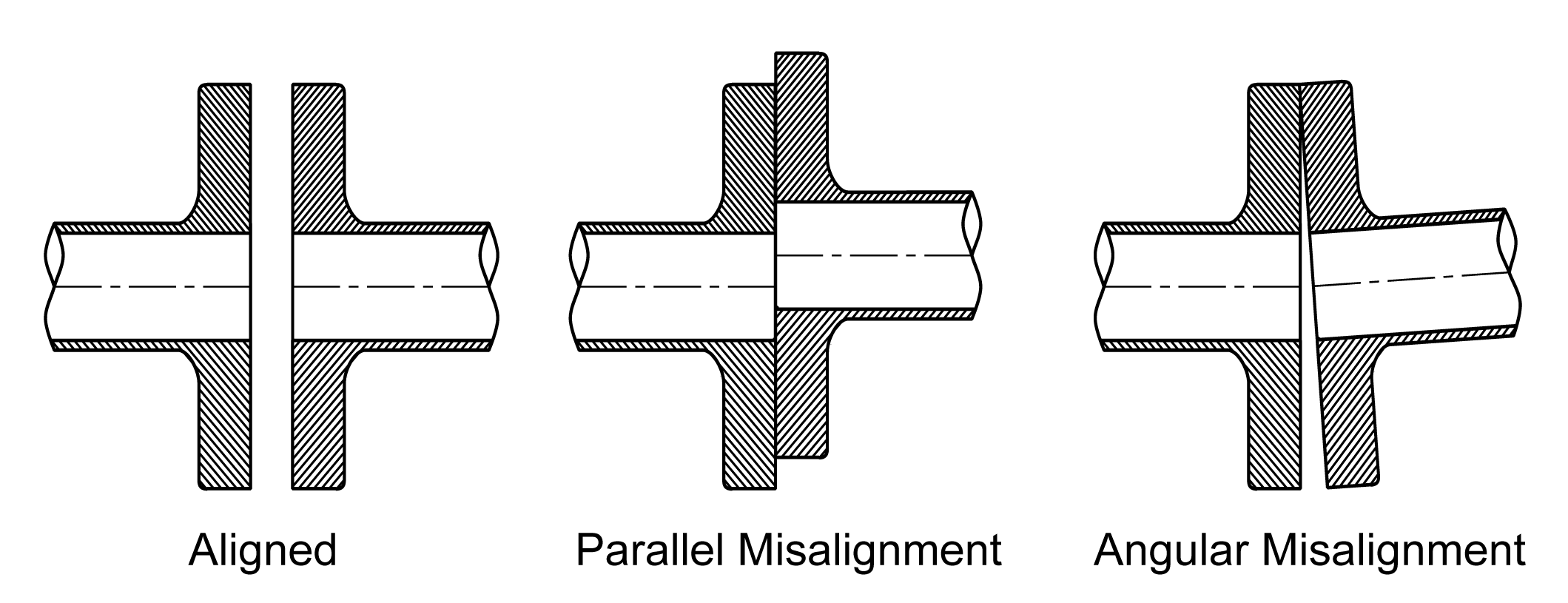
फ्लैंज संरेखण और गलत संरेखण
संबंधित ऑनलाइन इंजीनियरिंग कोर्स
भाप, बॉयलर और थर्मोडायनामिक्स का परिचय
अतिरिक्त संसाधन
https://en.wikipedia.org/wiki/Flange_nut
https://en.wikipedia.org/wiki/Bolt_(fastener)
http://blog.mutualscrew.com/2015/07/07/multiple-uses-of-flange-bolts