


फ्लैंज फेस सतह क्या है?
फ्लैंज फेस सतह वह क्षेत्र है जहाँ सीलिंग तत्व (गैस्केट) स्थापित किया जाता है। सबसे सामान्य फ्लैंज फेस सतह डिज़ाइन चिकनी और दांतेदार हैं। फ्लैट फेस (FF) फ्लैंज सतहें और उठी हुई फेस (RF) फ्लैंज सतहें उद्योग मानकों के अनुसार बनाई जाती हैं और इनमें दांतेदार होना चाहिए।
चिकनी या दांतेदार
फ्लैंज सतह के चेहरे को चिकनी (जिसे 'फ्लैट' या 'साधारण' भी कहा जाता है) या दांतेदार के रूप में वर्गीकृत किया जा सकता है। चिकनी सतहें दृश्य रूप से 'चिकनी' दिखाई देती हैं और इनमें कोई दृश्य उपकरण चिह्न नहीं होते हैं। दांतेदार सतहों में कुछ प्रकार के उपकरण चिह्न होते हैं जो फ्लैंज फेस पर होते हैं।
फ्लैंज फेस सतहें
चाहे जो भी फ्लैंज फेस सतह उपयोग की जाए, फ्लैंज असेंबली को मिलाना और कसना आवश्यक टॉर्क के अनुसार सील करने के लिए करना चाहिए।
उच्च तापमान और उच्च दबाव प्रणाली फ्लैंज एक दांतेदार सीलिंग सतह या एक धातु गैस्केट का उपयोग करते हैं। निम्न तापमान और निम्न दबाव प्रणाली फ्लैंज एक चिकनी फ्लैंज फेस सतह और मुलायम गैस्केट का उपयोग कर सकते हैं।
क्या आप इस लेख का आनंद ले रहे हैं? तो हमारी फ्लैंज फंडामेंटल्स वीडियो कोर्स को अवश्य देखें। इस कोर्स में पाँच घंटे से अधिक का वीडियो कंटेंट, 52 पृष्ठों का रंगीन चित्रित हैंडबुक (यह लेख हैंडबुक का एक अंश है), एक क्विज, और कोर्स पूरा करने पर आपको एक प्रमाणपत्र प्राप्त होगा। आनंद लें!
सतह की फिनिश
फ्लैंज फेस सतह की 'फिनिश' फ्लैंज की सीलिंग सतह के अंतिम गुणों का प्रतिनिधित्व करती है। एक फ्लैंज फेस चिकनी या दांतेदार हो सकती है, लेकिन प्रत्येक प्रकार की सतह की सटीक फिनिश को और परिभाषित करने के लिए अतिरिक्त मशीनिंग कदम उठाए जा सकते हैं। उदाहरण के लिए, एक फ्लैंज सतह चिकनी हो सकती है, लेकिन कितनी चिकनी? एक दांतेदार फ्लैंज सतह में दांते होते हैं, लेकिन इन दांतों की गहराई, संख्या, और ज्यामिति क्या है? ये गुण, और स्वीकार्य खुरदरापन मूल्य, एक फ्लैंज सतह की फिनिश को निर्धारित करते हैं।
चिकनी फ्लैंज सतहें फिनिश
चिकनी फ्लैंज सतहें जब दृश्य रूप से निरीक्षण की जाती हैं तो सपाट और बिना विशेषताओं वाली दिखाई देती हैं। फ्लैट फेस फ्लैंज के लिए, चिकनी फ्लैंज सतह पूरे फ्लैंज फेस पर फैली होती है। सतह की चिकनाई इस बात पर निर्भर करती है कि फ्लैंज फेस को कितनी मशीनिंग प्राप्त हुई है। धातु/कठोर गैस्केट को चिकनी फिनिश सतहों के साथ मिलाना चाहिए अन्यथा एक सील प्राप्त करना कठिन होगा।
लोकप्रिय धारणा के विपरीत, एक चिकनी सतह का मतलब जरूरी नहीं है कि एक आसान और अधिक विश्वसनीय सील हो। सील की अखंडता कई कारकों द्वारा निर्धारित की जाती है, जिनमें शामिल हैं -लेकिन सीमित नहीं हैं-:
- गैस्केट सीलिंग सामग्री।
- गैस्केट डिज़ाइन।
- फ्लैंज निर्माण सामग्री।
- सेवा की स्थिति (तापमान, दबाव आदि)।
- सही बोल्टिंग प्रक्रिया का पालन करना।
दांतेदार फ्लैंज सतहें
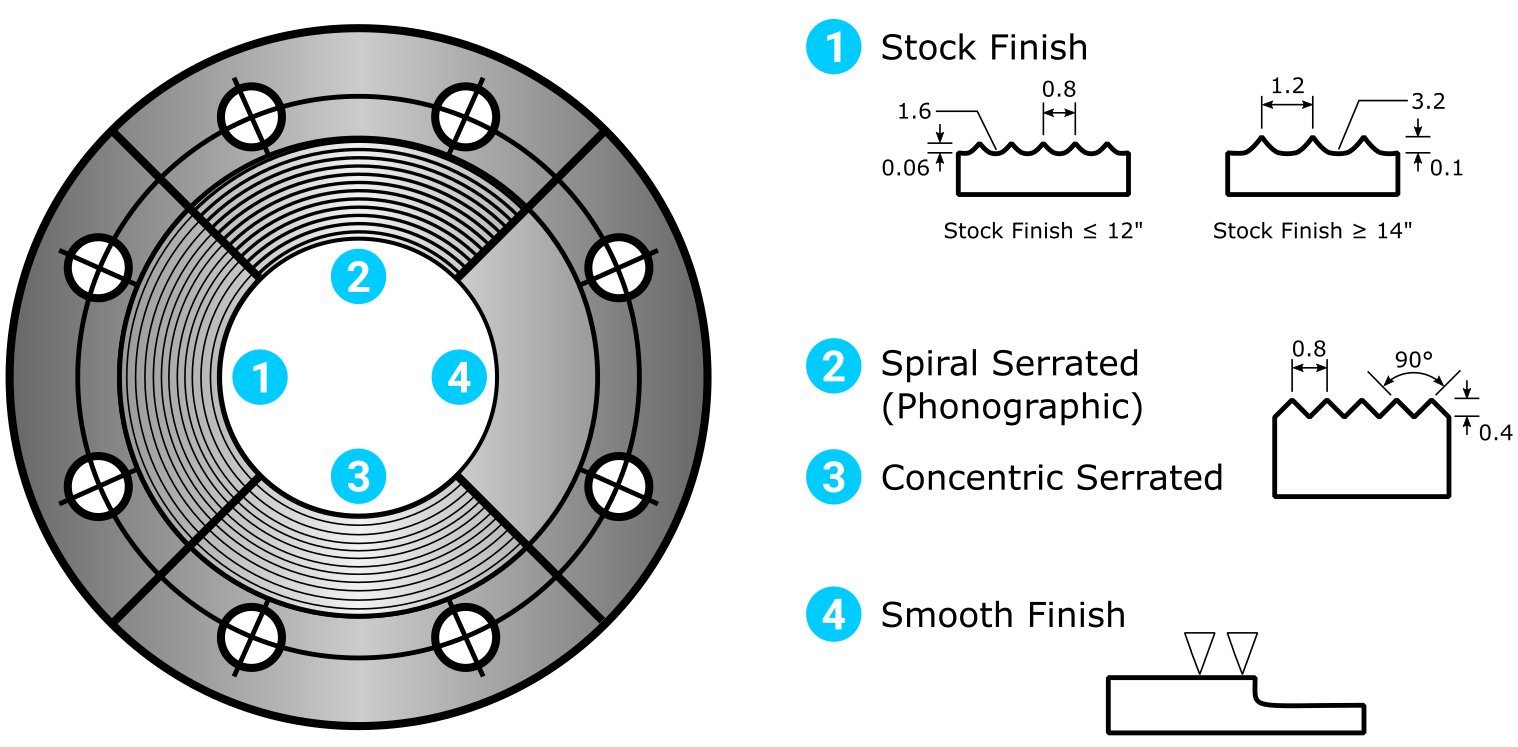
दांतेदार फ्लैंज सतहें केंद्रित वृत्ताकार खांचे, या निरंतर सर्पिल खांचे (जिसे 'फोनोग्राफिक' भी कहा जाता है) फ्लैंज सीलिंग सतह पर मशीन की जाती हैं। दांतेदार फ्लैंज सतहें गैर-धातु (मुलायम) और अर्ध-धातु गैस्केट का उपयोग करती हैं।
नीचे दी गई छवि में दो दांते प्रकार दिखाए गए हैं। छवि में सर्पिल दांते को बढ़ा-चढ़ाकर दिखाया गया है क्योंकि वास्तविक फ्लैंज पर सर्पिल आकार को देखना कभी-कभी कठिन होता है, दांतों की निकटता के कारण।

केंद्रित (बाएँ) और सर्पिल (दाएँ) दांते
प्रत्येक खांचे की गहराई, प्रति सेंटीमीटर खांचे की संख्या (या प्रति इंच खांचे), और सतह की खुरदरापन, प्रकाशित मानकों द्वारा परिभाषित किए जाते हैं। उदाहरण के लिए, ASME B16.5 मानक 1/64 इंच (0.4 मिमी) गहरे दांते निर्दिष्ट करता है जिसमें प्रति इंच 32 दांते (प्रति सेंटीमीटर 12.5 दांते) होते हैं सर्पिल दांतेदार और केंद्रित दांतेदार फ्लैंज सतहों के लिए।
दांते गैस्केट के साथ मिलाने पर अधिक प्रतिरोध प्रदान करते हैं, जो अंततः रिसाव की संभावना को कम करता है क्योंकि गैस्केट विस्थापन (अन-सीलिंग) की संभावना कम हो जाती है; यह तब भी सही है जब कम सीलिंग दबाव (बोल्ट टॉर्किंग) लागू किया जाता है।
दांतों की संख्या और दांतों की गहराई यह निर्धारित करती है कि सील प्राप्त करने के लिए कितना संपीड़न बल आवश्यक है। बड़ी संख्या में उथले दांते प्रभावी रूप से एक फ्लैंज सतह देंगे जो एक चिकनी फ्लैंज सतह के समान होती है। कम दांते, गहरे खांचे के साथ, विपरीत प्रभाव डालते हैं
फ्लैट फेस और उठी हुई फेस फ्लैंज आमतौर पर एक दिए गए मानक के अनुरूप होने के लिए दांते की आवश्यकता होती है, लेकिन मानकों का अनुप्रयोग उद्योग और अनुप्रयोग पर निर्भर होता है। कुछ उद्योग मानकों का उपयोग नहीं करते हैं क्योंकि फ्लैंज विफलता का परिणाम आर्थिक दृष्टि से कम चिंता का विषय होता है, या फ्लैंज विफलता से स्वास्थ्य और सुरक्षा संबंधी चिंताएँ कम/नहीं होती हैं। ये उद्योग आमतौर पर कम प्रवाह, कम दबाव, और कम तापमान प्रणालियों का संचालन करते हैं, जो हानिकारक पदार्थों (विषाक्त, जहरीले, अत्यधिक संक्षारक आदि) का संचार नहीं करते हैं।
केंद्रित वृत्ताकार खांचे फ्लैंज
केंद्रित वृत्ताकार खांचे सतहें वृत्ताकार दांते द्वारा विशेषता होती हैं जो फ्लैंज के आंतरिक व्यास से बाहरी व्यास तक बढ़ती जाती हैं। दांते सतह में एक 90⁰ डिग्री V-आकार के उपकरण टिप और 0.4 मिमी की काटने की गहराई के साथ काटे जाते हैं; काटने का उपकरण दांते को उसकी ज्यामिति देता है।
.png)
दांते की ज्यामिति, गहराई और लंबाई
सर्पिल खांचे फ्लैंज
सर्पिल खांचे सतहें को आगे 'स्टॉक फिनिश' या 'सर्पिल दांतेदार' के रूप में वर्गीकृत किया जा सकता है, लेकिन दोनों के बीच अंतर केवल दांते की ज्यामिति है। सर्पिल दांतेदार फ्लैंज में 90⁰ डिग्री V-आकार की ज्यामिति दांते होते हैं। स्टॉक फिनिश फ्लैंज में एक बहुत ही उथली दांते की ज्यामिति होती है क्योंकि दांते एक गोल नाक काटने के उपकरण द्वारा बनाए जाते हैं।
आज उपयोग में सबसे सामान्य फ्लैंज सतह स्टॉक फिनिश प्रकार है क्योंकि यह निर्माण में आसान है और विभिन्न अनुप्रयोगों के लिए उपयुक्त है।
सर्पिल खांचे दांते का उपयोग उन प्रणालियों के साथ नहीं किया जाता है जो कम चिपचिपाहट (कम घनत्व) तरल पदार्थ का संचार करते हैं क्योंकि रिसाव की संभावना अधिक होती है। रिसाव का जोखिम अधिक होता है क्योंकि गैस्केट प्रवाह को दांते के आधार/खड्ड तक विस्तारित होना चाहिए, ऐसा करने में विफलता तरल को सर्पिल चैनल के माध्यम से रिसने की अनुमति देगी जब तक कि गैस्केट के बाहरी व्यास तक नहीं पहुँच जाता, और इस प्रकार परिवेशीय वातावरण।
खुरदरापन और सतह की फिनिश
एक गैस्केट को सही ढंग से सील करने के लिए, मिलाने वाला फ्लैंज सीलिंग फेस, और साथी फ्लैंज सीलिंग फेस, में उपयुक्त सतहें होनी चाहिए। उपयुक्त सतहें उनके खुरदरापन मूल्य द्वारा परिभाषित की जाती हैं।
एक फ्लैंज फेस की सतह खुरदरापन मूल्य उसकी सतह की फिनिश को परिभाषित करता है।
सतह की फिनिश महत्वपूर्ण है क्योंकि इसे न केवल एक अच्छी सील बनाने में मदद करनी चाहिए, बल्कि इसे सील बनाए रखने में भी मदद करनी चाहिए। यह गैस्केट और सीलिंग फेस के बीच घर्षण बनाकर करता है, यह परिणामस्वरूप गैस्केट को उसकी सही सीलिंग स्थिति बनाए रखने में मदद करता है।
एक 'कोल्ड वॉटर फिनिश' एक बहुत चिकनी सतह की फिनिश है (लगभग एक दर्पण जैसी संपत्ति दिखाई देती है)। कोल्ड वॉटर फिनिश सतहें आमतौर पर गैस्केट के साथ मिलाने के लिए नहीं होती हैं, वे सीधे दूसरी कोल्ड वॉटर फिनिश सतह पर मिलती हैं; इस प्रकार की सतह महंगी और आसानी से क्षतिग्रस्त होती है।
खुरदरापन औसत (Ra)
फ्लैंज फेस की खुरदरापन को खुरदरापन औसत (Ra) द्वारा मापा जाता है। Ra की इकाइयाँ माइक्रो इंच (µin), या माइक्रोमीटर (µm) होती हैं। खुरदरापन की गणना अंकगणितीय औसत खुरदरापन ऊँचाई (AARH), या रूट मीन स्क्वायर (rms) गणनाओं का उपयोग करके की जाती है। दोनों AARH और rms लगभग समान परिणाम देते हैं, और दोनों शब्द अक्सर एक-दूसरे के स्थान पर उपयोग किए जाते हैं।
उपयुक्त खुरदरापन मूल्य
उद्योग मानक उपयुक्त खुरदरापन मूल्य निर्धारित करते हैं, निम्नलिखित ASME B16.5 मानक से लिया गया है:
|
सतह प्रकार |
अधिकतम खुरदरापन मूल्य |
|
रिंग-प्रकार संयुक्त फ्लैंज (और कठोर गैस्केट) |
63 µin AARH (1.6 µm AARH) |
|
सर्पिल घाव गैस्केट। |
125 से 250 µin AARH (3.2 से 6.3 µm AARH) |
|
मुलायम गैस्केट। |
250 से 500 µin AARH (6.3 से 12.6 µm AARH) |
|
जीभ और खांचा, और छोटे नर और मादा |
125 µ.in. or 3.2 µ.m AARH |
सामान्य गैस्केट और स्वीकार्य खुरदरापन मूल्य तालिका
ध्यान दें कि उपयुक्त फ्लैंज सतह खुरदरापन मूल्य बढ़ता है जैसे-जैसे गैस्केट सामग्री मुलायम होती जाती है। इस प्रकार, यह निकाला जा सकता है कि एक मुलायम गैस्केट एक खुरदरी सतह पर अधिक प्रभावी ढंग से सील कर सकता है जितना कि एक कठोर गैस्केट कर सकता है। यह तार्किक है क्योंकि कठोर गैस्केट को विकृत और सील करने के लिए अधिक संपीड़न ऊर्जा की आवश्यकता होती है, जितना कि मुलायम गैस्केट को।
खुरदरापन मूल्य आमतौर पर फ्लैंज पर संकेतित होते हैं जैसे कि संक्षिप्त खुरदरापन मूल्य को '125-250 AARH' या '3.2 से 6.3 AARH' के रूप में संकेतित किया जा सकता है।
फ्लैंज प्रकार, चेहरे, और सतहें - व्याख्या की गई!
यह वीडियो हमारे पाइपिंग फ्लैंज फंडामेंटल्स वीडियो कोर्स का हिस्सा है
संबंधित ऑनलाइन इंजीनियरिंग कोर्स
वाल्व का परिचय (संक्षिप्त कोर्स)
न्यूमेटिक वाल्व कैसे काम करते हैं
मल्टीस्टेज सेंट्रीफ्यूगल पंप कैसे काम करते हैं
प्लेट हीट एक्सचेंजर फंडामेंटल्स
प्लेट हीट एक्सचेंजर्स कैसे काम करते हैं
फायर ट्यूब बॉयलर्स की व्याख्या
बॉयलर स्टीम ड्रम्स की व्याख्या
सब-क्रिटिकल, सुपरक्रिटिकल, और अल्ट्रा-सुपरक्रिटिकल बॉयलर्स
हीट रिकवरी स्टीम जनरेटर्स की व्याख्या
अतिरिक्त संसाधन
http://www.wermac.org/flanges/flanges_raised-face_flat-face_ring-type-joint.html
https://www.kamleshmetal.com/flanges-faces-types.html
https://www.theprocesspiping.com/introduction-to-flanges