


Introduction
There are many different types of piping flange due to the different service conditions in which they operate. Flanges are chosen based on their corrosion resistance properties, erosion resistance properties, pressure temperature rating (Class), number of welds required for attachment, physical size (some flange designs may not fit into the space allowed) and cost. The most common flange types are:
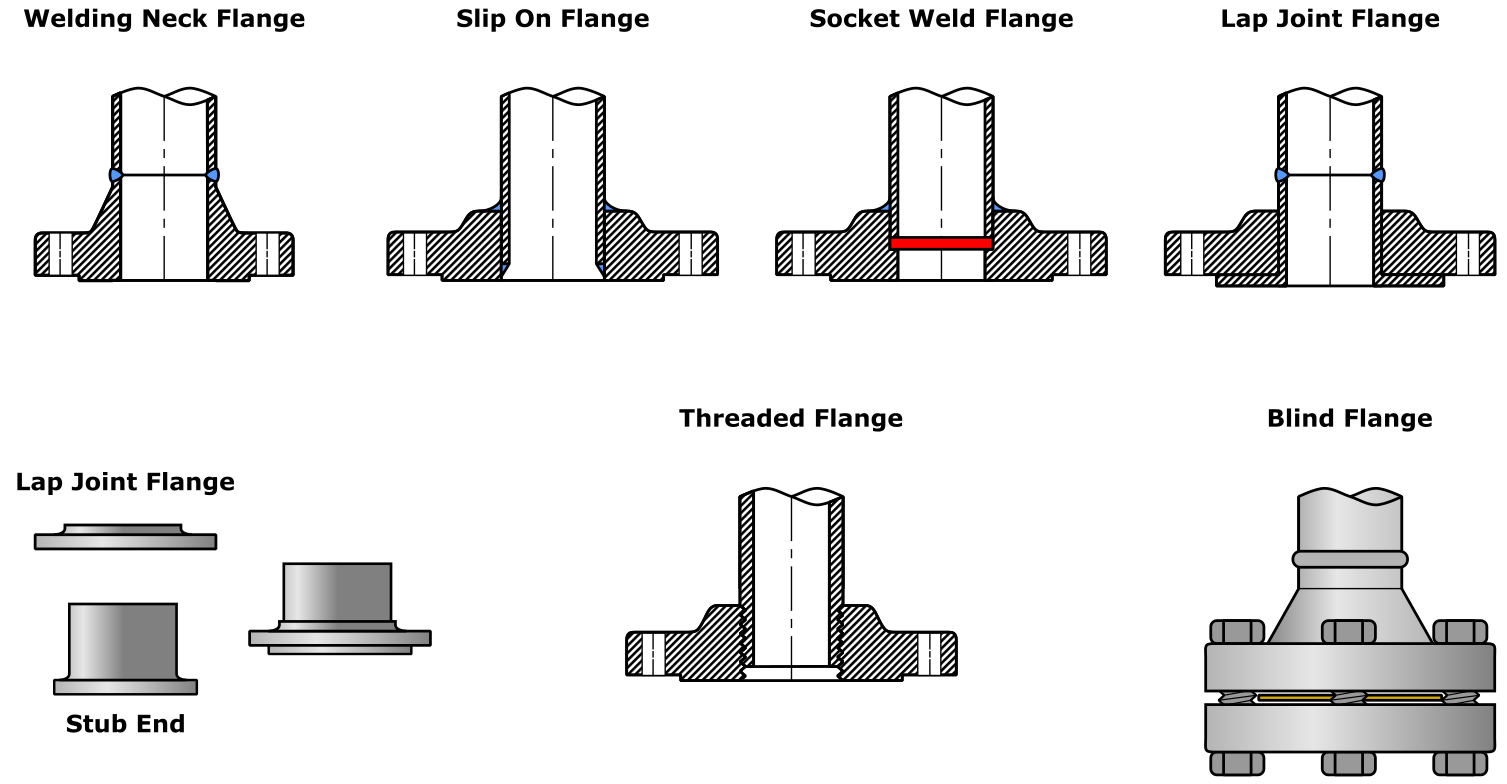
Flange Types
Other flange types many engineers will encounter are the male and female, and tongue and groove types. Less common types include the orifice, expander, reducing, and long welding neck flange designs.
Flange ends may be screwed, welded, or lapped (metal to metal contact) to their associated piping.
The most popular flange types will be discussed in this section.
Are you enjoying this article so far? Then be sure to check out our Flange Fundamentals Video Course. The course has over five hours of video content, a 52 page colour illustrated handbook (this article is an extract from the handbook), a quiz, and you will receive a certificate of completion when you finish the course. Enjoy!
Flange Types Overview
Some important information concerning flange types has been compiled into the below table. Although ASME standards are cited in the table, alternative international and national standards are available (DIN, EN etc.). ASME is however the most widely accepted piping standards organisation, and for this reason its standards have been cited.
In the below table, the ‘Faces’ column indicates the usual sealing face chosen per flange type. However, there may be exceptions to the rule depending upon the flange type. The table should be treated as a general overview table, whilst specific information should be sought in relevant standards.
|
Flange Type |
NPS (inch) |
ASME Class |
Faces |
Joint Integrity |
Weld |
ASME Standards |
|
Welding Neck Flange |
All |
All |
All |
High |
One butt weld. |
B16.5, B31.3 |
|
Slip-on Flange |
Many |
Generally, ≤ 600 |
FF, RF |
Medium |
One or two fillet welds. |
B16.5, B31.3 |
|
Socket Weld Flange |
Generally, Max ≤ 4 |
≤ 600 |
FF, RF |
Medium |
One fillet weld. |
B16.5, B31.3 |
|
Lap Joint Ring Flange |
Not used for small sizes. |
NA |
FF |
NA |
None |
B16.5, B31.3 |
|
Stub End of Lap Joint Flange |
150 to 2500 |
FF, RF, RTJ |
High |
One butt weld. |
B16.9, B31.3 |
|
|
Threaded Flange |
Generally, Max ≤ 4 |
≤ 300 |
FF, RF |
Low |
None |
B1.20.1, B31.3 |
|
Blind Flange |
All |
All |
All |
NA |
None |
B16.5, B31.3 |
Flange Type Summary Table
Table Key: FF– flat face. RF–raised face. RTJ–ring type joint.
Special Flange Types
Various special flange types exist, these include the reducer, expander, long welding neck, nipoflange, weldoflange, and swivel flange designs. As special flange types are not common, they are not covered in this introductory material.
Flange Types, Faces, and Surfaces - Explained!
This video is part of our Piping Flange Fundamentals Video Course
Related Online Engineering Courses
Introduction to Valves (short course)
Introduction to Centrifugal Pumps
How Multistage Centrifugal Pumps Work
Plate Heat Exchanger Fundamentals
Introduction to Heat Exchangers
How Plate Heat Exchangers Work
Sub-Critical, Supercritical, and Ultra-Supercritical Boilers
Heat Recovery Steam Generators Explained
Additional Resources
http://www.wermac.org/flanges/flanges_raised-face_flat-face_ring-type-joint.html