


Inleiding
Flenzen bieden een mechanische methode om leidingen, fittingen (zoals bochten, T-stukken) en kleppen te verbinden. In vergelijking met lassen zijn flenzen een niet-permanente verbinding die eenvoudig te monteren en demonteren is, ideaal voor systemen die onderhoud vereisen. Flenzen worden geïnstalleerd door middel van lassen, schroeven of lappen, en zijn de op één na populairste verbindingsmethode na lassen.
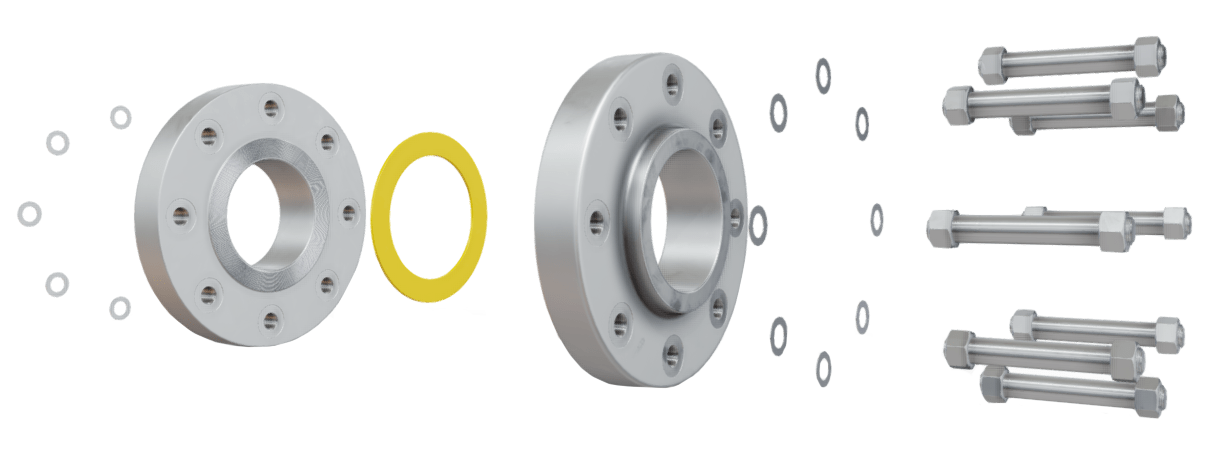
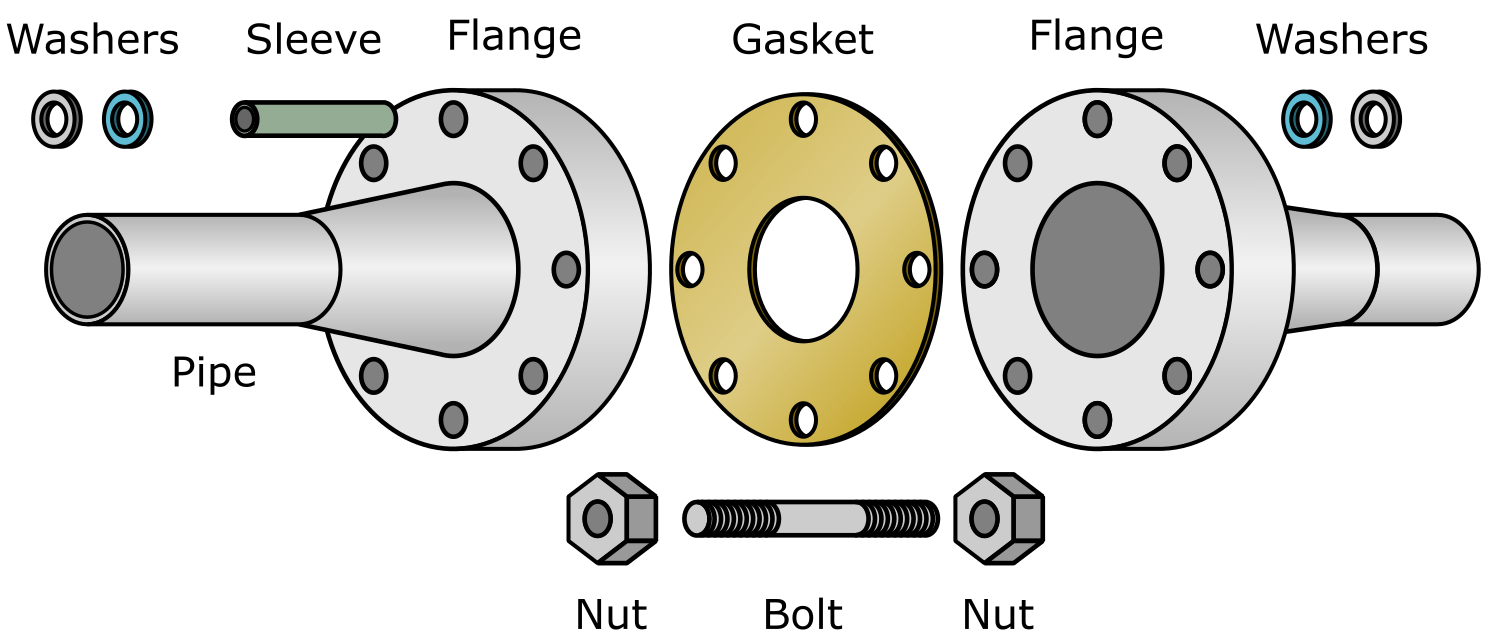
- Flens (blad, naaf).
- Pakking (metalen, composiet of niet-metalen).
- Bevestigingsmiddelen (moeren, bouten of tapeinden).
Flensmontage
Geniet je van dit artikel tot nu toe? Zorg er dan voor dat je onze Flens Fundamentals Videocursus bekijkt. De cursus bevat meer dan vijf uur aan videomateriaal, een 52 pagina's tellend geïllustreerd handboek (dit artikel is een uittreksel uit het handboek), een quiz, en je ontvangt een certificaat van voltooiing wanneer je de cursus afrondt. Veel plezier!
Flens terminologie
Flens terminologie en nomenclatuur kunnen verwarrend zijn vanwege de vergelijkbare termen, definities en zinnen die worden gebruikt. Om het leerproces te vergemakkelijken, moeten lezers de volgende termen duidelijk begrijpen:
- Flens types – verwijst naar het ontwerp van de flens. Voorbeelden van flens types zijn de lasnek (weld neck), slip-on, socket weld, geschroefd, blindflens en lap joint type flenzen. Flens types worden gekozen op basis van de temperatuur- en drukvereisten en zijn herkenbaar aan hun geometrie.
- Flensvlakken – verwijst naar het gebied dat wordt gebruikt voor de afdichting van de flens; meestal wordt een pakking geïnstalleerd tussen de twee tegenoverliggende flensvlakken. Voorbeelden van flensvlakken zijn de platte, verhoogde, ring-type joint (RTJ), lap joint, tong en groef, en mannelijke en vrouwelijke ontwerpen.
- Flensoppervlakken – verwijst naar de toestand van het afdichtingsoppervlak van het flensvlak. Een flensvlakoppervlak kan glad of gegroefd1 zijn. De gladheid van een flensvlakoppervlak wordt gedefinieerd door de Ruwheids Gemiddelde (Ra) of Rekenkundige Gemiddelde Ruwheidshoogte (AARH).
Al deze onderwerpen zullen verder worden besproken. Het is belangrijk om te beseffen dat er veel aspecten zijn die niet alleen beïnvloeden welk flenstype wordt gekozen voor een bepaalde toepassing, maar ook welk vlak en welk oppervlak. Bijvoorbeeld:
- Bepaalde systemen kunnen gelaste verbindingen vereisen die eenvoudig kunnen worden geïnspecteerd (dit is niet altijd mogelijk met bepaalde flenstypes).
- Bepaalde flensvlakken zijn mogelijk niet geschikt voor systemen met hogere druk omdat de maximale afdichtingsdruk te laag is (platte vlakken).
- Bepaalde materialen zullen de neiging hebben om slechte afwerkingen te hebben die een overeenkomstig ruw afdichtingsoppervlak opleveren; deze ruwe oppervlakken vereisen een pakking als een lekdichte afdichting moet worden bereikt, bijvoorbeeld gietijzeren flenzen.
Bij het selecteren van een flens wordt het materiaal eerst gekozen om aan de procesvereisten te voldoen, terwijl de temperatuur- en drukvereisten vervolgens worden voldaan op basis van het gekozen materiaal.
1‘Gegroefde’ zijn machinaal aangebrachte groeven in het oppervlak van een flensvlak. Pakkingmateriaal vloeit in de groeven, wat resulteert in een betrouwbaardere afdichting; de groeven helpen ook om de pakking op zijn plaats te houden.
Geboute, Geschroefde en Gelaste Verbindingen
Flenzen zijn een type geboute verbinding. Andere veelvoorkomende typen verbindingen zijn geschroefde verbindingen en gelaste verbindingen.
- Een geboute verbinding vereist een flens en bevestigingsmiddelen (moeren, bouten of tapeinden).
- Een geschroefde verbinding vereist een mannelijke en vrouwelijke schroefdraad, waarbij de mannelijke schroefdraad in de vrouwelijke schroefdraad wordt geschroefd.
- Een gelaste verbinding wordt gemaakt met behulp van een las (het proces van het smelten/versmelten van metaal door warmte toe te passen).

Geboute Verbinding
Het type verbinding dat wordt gebruikt, hangt af van veel factoren, waaronder druk, temperatuur, type procesvloeistof, operationele kenmerken van het systeem, en de omringende omgeving. Een geboute verbinding kan worden gebruikt als:
- Andere typen verbindingen niet geschikt zijn, bijvoorbeeld lassen is mogelijk niet mogelijk in gebieden die een brand- of explosierisico vormen (Ex-gebieden); dit is meestal een zorg voor een al operationeel leidingsysteem, niet een dat in aanbouw is.
- Een machine-item moet worden losgekoppeld van de servicelijn zodat onderhoud of vervanging van de machine kan plaatsvinden.
- Snelle montage in het veld vereist is met alleen basisgereedschap.
- Het item (bijv. tank, pijp, machine) waaraan de flens is bevestigd, moet vaak worden onderhouden; het is snel en eenvoudig om een flens te demonteren en te monteren, maar niet een las.
Enkele van de belangrijkste nadelen van een geboute verbinding zijn onder andere:
- Het isoleren van een geboute verbinding (thermische isolatie) kost meer dan het isoleren van een geschroefde of gelaste verbinding.
- Geboute verbindingen vereisen meer fysieke ruimte dan geschroefde of gelaste verbindingen.
- Elke geboute verbinding vertegenwoordigt een extra lekkagepunt (zelfs als correct gemonteerd).
Als algemene regel zijn geschroefde verbindingen alleen geschikt voor toepassingen met lagere druk en temperatuur, terwijl geboute en gelaste verbindingen geschikt zijn voor toepassingen met hogere druk en hogere temperatuur. Als een geschroefde verbinding lekdicht moet zijn en lekkage niet kan worden getolereerd, kan deze afdichtend worden gelast. De afdichtingslastechniek wordt alleen gebruikt voor hogere service drukomstandigheden en is geen ideale oplossing omdat het een spanningsconcentratiepunt creëert dat vatbaar is voor vermoeiingsbreuk.
Het voordeel van gelaste verbindingen is dat de las kan worden bewezen met behulp van niet-destructieve testtechnieken (NDT) zoals penetrant testen, ultrasoon testen, magnetisch deeltjes testen, hydrostatische druktesten etc.; het bewijzen van een flens -en flenspakking- is moeilijker.
Flensconstructie
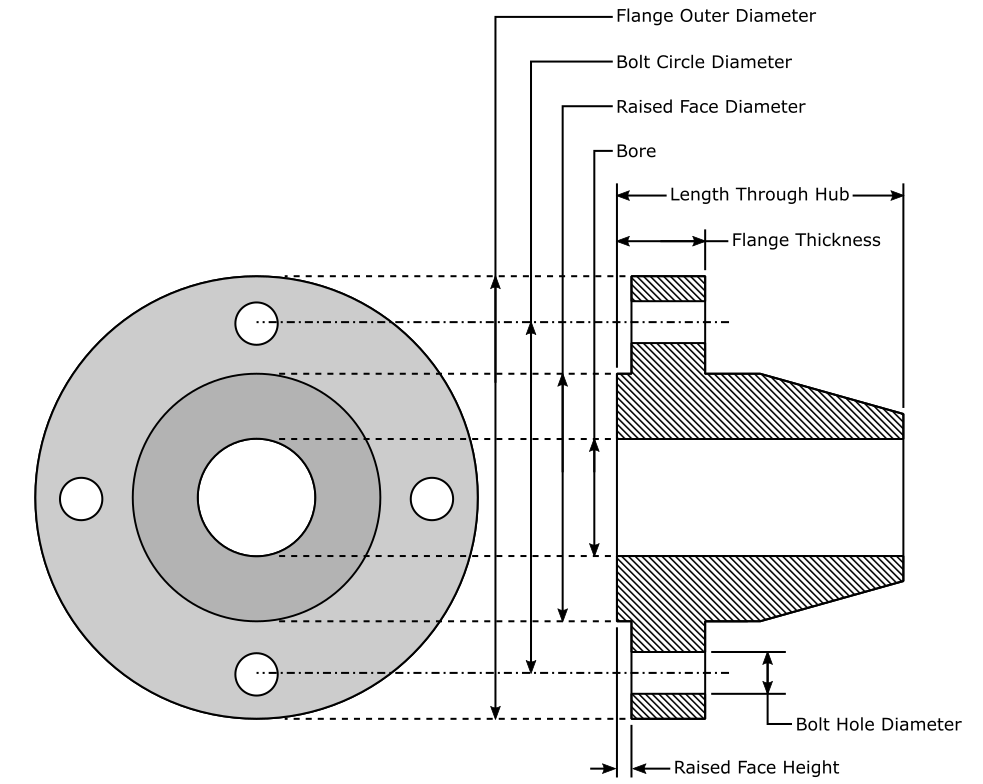
Flenzen zijn verdeeld in twee hoofdgebieden, het ‘blad’ en de ‘naaf’.
- Het flensblad omvat het gebied waar de bouten door de flens en het flensvlak gaan.
- De flensnaaf is het gebied dat de pijp herbergt die aan de flens is bevestigd.
Om ervoor te zorgen dat er geen lekkage optreedt tussen de 2flenzen, worden pakkingen gebruikt. Het is mogelijk om twee metalen flenzen zonder pakkingen aan elkaar te koppelen, maar afdichting is moeilijk en kan alleen worden bereikt met speciaal ontworpen flenzen.
De eindverbinding specificeert hoe de flens is verbonden met de bijbehorende pijp (geschroefde verbinding of gelast).
Flensontwerp
2Koppelen – verwijst naar het samenpersen van twee tegenoverliggende afdichtingsvlakken van de flens.
Hoe Flens Werkt
Een flens wordt gecreëerd wanneer twee tegenoverliggende oppervlakken opzettelijk tegen elkaar worden gedrukt om een lekdichte afdichting te creëren. Om een afdichting te verkrijgen, moet kracht worden uitgeoefend en behouden op elk van de tegenoverliggende flensvlakken. Omdat veel flensvlakken fabricage-imperfecties hebben (krassen, deuken, putjes etc.), is het noodzakelijk om een zachter materiaal tussen de twee koppelende afdichtingsvlakken te plaatsen om de afdichting te verkrijgen; dit zachtere materiaal is de pakking.
Flensmontage
Basis Flens Wiskunde
Om te begrijpen hoe flenzen werken, moeten we eerst het concept van druk begrijpen. Druk wordt gedefinieerd als:
Druk = Kracht / Oppervlakte
P = F / A
Flenzen dichten af omdat druk wordt uitgeoefend op de koppelende afdichtingsvlakken; deze druk staat bekend als de ‘pakkingcompressie’ of ‘afdichtingsdruk’. De uitgeoefende druk zorgt ervoor dat de twee vlakken ofwel:
- Een pakking tussen de twee koppelende vlakken verpletteren.
- De twee koppelende vlakken tegen elkaar drukken.
In het pakkingvoorbeeld wordt de pakking vervormd door de uitgeoefende druk; deze vervorming zorgt ervoor dat de pakking ‘vloeit’ in eventuele oppervlakte-imperfecties die aanwezig kunnen zijn op beide afdichtingsvlakken. Omdat de oppervlakte-imperfecties zijn opgevuld met het pakkingmateriaal, is lekkage niet langer mogelijk.
Het tweede voorbeeld gaat ervan uit dat er geen pakking aanwezig is en dat twee flensvlakken tegen elkaar worden gedrukt. Het is moeilijk om een lekdichte afdichting te creëren met deze methode, hoewel het mogelijk is als de oppervlakken goed bewerkt en zeer schoon zijn. De uitgeoefende afdichtingsdruk zal vaak aanzienlijk moeten zijn, aangezien het flensoppervlak kan zijn vervaardigd van metaal, dat niet gemakkelijk vervormt onder druk (materiaal- en flensklasse afhankelijk). Metaal-op-metaal flensvlakafdichting is duur en dus niet gebruikelijk.
Om de benodigde afdichtingsdruk te creëren, kunnen de variabelen kracht en oppervlakte worden aangepast.
- Kracht verwijst naar het aandraaimoment (boutbelasting) dat wordt uitgeoefend op de koppelende flensvlakken wanneer de moeren op een flensmontage worden aangedraaid. Kracht (F) hangt af van het moment (T) dat wordt uitgeoefend, momentwrijving (K) en nominale boutdiameter (D). De beschreven kracht wordt geclassificeerd als ‘boutvoorbelasting’ of ‘boutvoorspanning’, of ‘boutvoorspanning’, en wordt weergegeven door de vergelijking F = T/(KD)
- Oppervlakte verwijst naar de grootte van het afdichtingsvlakoppervlak.
De hoeveelheid druk op de flensafdichtingsvlakken komt overeen met de hoeveelheid kracht die wordt uitgeoefend bij het aandraaien van de flensmontage. Het is dus mogelijk om de druk te reguleren door de hoeveelheid inspanning aan te passen die wordt uitgeoefend bij het aandraaien van de bouten tijdens de flensmontage.
Het afdichtingsoppervlak van een flens kan niet zo gemakkelijk worden aangepast als de kracht die tijdens de montage wordt gebruikt. Een groter afdichtingsvlak vereist meer kracht om een bepaalde hoeveelheid druk te verkrijgen, vergeleken met het gebruik van een kleiner afdichtingsvlak. Het onderstaande voorbeeld benadrukt dit punt, maar zonder het gebruik van eenheden.
Voorbeeld
Een gegeven flensmontage vereist een druk van 10 om af te dichten. Dit kan worden bereikt door veel kracht uit te oefenen op een klein afdichtingsvlak:
Druk = Kracht / Oppervlakte
10 = 40 / 4
Of, het is mogelijk om de grootte van het afdichtingsvlak (oppervlakte) te verkleinen en zo de hoeveelheid kracht die nodig is om dezelfde hoeveelheid druk te creëren te verminderen3:
10 = 20 / 2
De relatie tussen druk, kracht en oppervlakte kan kort worden samengevat:
Het verkleinen van het afdichtingsvlak leidt tot een vermindering van de kracht die nodig is om een bepaalde hoeveelheid druk te creëren.
Het vergroten van het afdichtingsvlak leidt tot een toename van de kracht die nodig is om een bepaalde hoeveelheid druk te creëren.
De hoeveelheid kracht die kan worden uitgeoefend op een flensmontage is beperkt vanwege problemen met betrekking tot fysieke sterkte (moeren worden vaak met de hand aangedraaid), pakkinguitbarsting4, en strippen5 van de flensbout schroefdraad; maar deze problemen kunnen worden overwonnen als de grootte van het afdichtingsvlak wordt verkleind. Het type en de grootte van het gebruikte afdichtingsvlak worden bepaald door relevante leidingnormen zodra de temperatuur- en drukclassificatie van de flens bekend is.
Op basis van wat in deze sectie is besproken, kan worden bepaald dat flenzen die moeten afdichten bij hogere drukken, kleinere afdichtingsvlakken hebben. Het is mogelijk voor een kijker om de druk te raden waarop een systeem werkt door visueel de flensafdichtingsvlakken te inspecteren, bijvoorbeeld grote flensafdichtingsvlakken duiden op lage druksystemen.3Normen zoals ASME B16.5 en B16.47 bepalen de grootte van het vereiste afdichtingsvlak.
4Verwijst naar de uitdrijving van de pakking van het afdichtingsvlak door druk; dit gebeurt meestal door het te strak aandraaien van de flens tijdens de montage.
5Verwijst naar het verwijderen van de schroefdraad van de tap of bout; het resultaat is een bolvormig stuk zonder schroefdraad.
Flens Definiërende Factoren
Flenzen worden gecategoriseerd op basis van bepaalde criteria, en deze categorieën worden meestal gedefinieerd door relevante leidingnormen en specificaties (later besproken). Een flens wordt gedefinieerd door
- Type – de geometrie van de flens als geheel. Lasnek, slip-on, en socket weld, zijn voorbeelden van verschillende flenstypes.
- Vlak – het afdichtingsgebied van de flens. Plat vlak, verhoogd vlak, en ring type joint, zijn voorbeelden van verschillende flensvlakken.
- Normen en Specificaties – flenzen worden vervaardigd om te voldoen aan bepaalde normen en specificaties. Normen en specificaties dicteren de afmetingen, geometrie, schema, en materiaal, van een gegeven flens (om enkele factoren te noemen).
- Afmetingen – de afmetingen van de naaf, het vlak, het blad etc. van een flens. Afmetingen zijn afhankelijk van de nominale pijpmaat (NPS) en de drukklasse die vereist is voor een bepaalde toepassing.
- Nominale Pijpmaat (NPS) – een dimensieloze eenheid van meting die de grootte definieert van het item (pijp, fitting etc.) dat aan de flens wordt verbonden.
- Drukklasse – de druk-temperatuurclassificatie van de flens voor een gegeven materiaal. Ondanks de naam ‘drukklasse’, is deze factor materiaal- en temperatuurafhankelijk.
- Materiaal – het materiaal waarvan de flens is vervaardigd, bijvoorbeeld gietijzer, koolstofstaal, roestvrij staal etc.
- Schema (SCH) – de dikte/schema van een pijp. Het schema van een pijp is alleen relevant voor lasnek en lap-joint flenzen omdat het schema van deze flenzen moet overeenkomen met het bijbehorende pijpschema waaraan ze zijn verbonden. De andere flenstypes schuiven gedeeltelijk in, schroeven in of penetreren door hun bijbehorende flens, dus het flensschema hoeft niet overeen te komen met het pijpschema. Het schema is relevant voor zwenkringflenzen, maar deze hebben beperkte toepassing en zullen niet verder worden besproken.
Al deze punten zullen in een logische volgorde worden besproken in de komende secties. Voor nu is het belangrijk om te beseffen dat flenzen geen unieke items zijn. Flenzen worden vervaardigd voor een specifiek doel, met veel ontwerpfactoren die al zijn overwogen. Mocht een flens ooit falen, dan kan dezelfde flens -theoretisch- worden besteld om zijn voorganger te vervangen6; dit heeft aanzienlijke voordelen in de praktijk, die later in de Standaardisatie sectie zullen worden besproken.
6Een oorzaak-gevolg analyse (RCA) moet worden uitgevoerd op elke flens die onverwacht is gefaald. Als de oorzaak van het falen niet wordt bepaald, kan hetzelfde falen opnieuw optreden, zelfs met een nieuwe flens.
Flens Types, Vlaken en Oppervlakken - Uitgelegd!
Deze video maakt deel uit van onze Piping Flange Fundamentals Videocursus
Gerelateerde Online Technische Cursussen
Inleiding tot Kleppen (korte cursus)
Hoe Pneumatische Kleppen Werken
Inleiding tot Centrifugaalpompen
Hoe Meertraps Centrifugaalpompen Werken
Basisprincipes van Plaatwarmtewisselaars
Inleiding tot Warmtewisselaars
Opfriscursus Hoe Plaatwarmtewisselaars Werken
Subkritische, Superkritische en Ultra-Superkritische Ketels
Warmteterugwinning Stoomgeneratoren Uitgelegd
Aanvullende Bronnen
http://www.wermac.org/flanges/flanges_raised-face_flat-face_ring-type-joint.html